Fine blanking is a non-cutting processing technology. It’s a precision blanking method developed on the general blanking technology. It can obtain the higher quality fine blanking part during one shoot, which have higher precision dimension, more smooth cutting surface, lower warping degree and interchangeability compare to the common stamping part. Also the fine blanking could achieve product quality improvement at a lower cost.

Advantage:
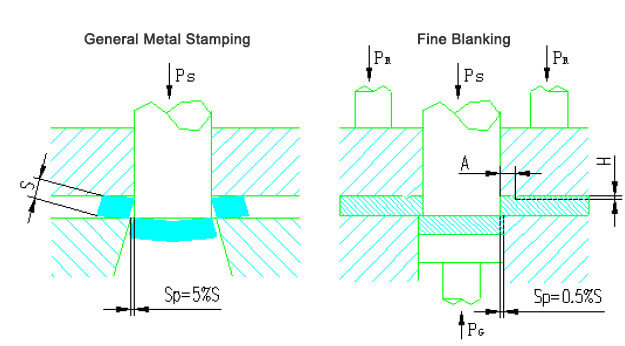
What is the Difference between Fine Blanking and General Metal Stamping?
The essentially different between fine blanking and general stamping is: General stamping controls the tearing of the sheet metal material during the blanking process, while fine blanking tries its best to suppress the tearing of the sheet metal material during the blanking. The fine blanking is always kept as one body before the products are separated from the sheet strip. The metal sheet material is always in the plastic deformation process during the fine blanking. Fine blanking is a non-cutting processing technology. The result of this processing method is that the punching surface of the stamping part has no cracks and tears on its entire cutting thickness. In addition, it can realized the strictest dimensional accuracy and flatness tolerances. The fine blanking material and lubrication status also have a great influence on the fine blanking effect. The material with fine spherical carbide structure with good plasticity, low deformation resistance, complete spheroidization, good dispersion and uniform distribution is most suitable for fine blanking. A good lubricant not only improves the quality of fine blanking parts, but also helps reduce the wear and tear of the fine blanking tool and increase the tool life time.
Many stamping parts on automotive are produced by fine blanking process, like racks, gear plates, cams on seat adjusters; ratchet wheels, pawls, adjusting gear plates, pull arms, push rods, webs, and support plates in the brake system Etc.; lock plates, chucks, safety blocks, etc. on vehicle locks; tongues, inner gear rings, pawls, etc. on seat belts; driven plates on clutches, etc.; shift forks on transmissions, etc.; flange plate, thrust washer, etc. On transmission system ; tooth plate of door glass lifter, etc.
FAQ
Answer: What is pressed by the gear ring is scraped material, the part that is return-ejected is the product, and the product falls after punching.
Answer: Suitable for fine blanking. Fine blanking materials are based on functional requirements, and some products are not designed to withstand heavy loads.
Answer: Yes, there is a runner, but it is not used for heat dissipation, it’s for oil injection. Compared with general stamping, the oil for fine blanking must cover 100% of the stamping material during fine blanking. The oil pump is used to inject oil on the surface of material. When make high-strength plates stamping/blanking, the bottom of the material needs make some hole on tool inserts to process high-pressure oil injection.
Answer: Compared with general stamping, there will use large amount oil during fine blanking, and the cost is relatively high. Different from the thin oil used in general stamping, because it needs to forming an oil film under high pressure to provide lubrication and heat dissipation functions, the viscosity of the fine blanking oil is very high, and it is not easy to volatilize and cannot be recycled. A barrel of oil can be used for about 1 year for general stamping, but only about two months for fine blanking. In addition, the unit price of fine blanking oil is twice the price of general stamping oil. When calculate the cost, it can be calculated based on the average production capacity. Assuming that a barrel of oil is used for 2 months, calculate the average number of finished products in these two months and allocate them to the product cost as indirect materials.
Answer: Not very high. Because the fine blanking shutdown is not the maintenance of the equipment, but the fine blanking tool inserts needs to be replaced for maintenance. The bottleneck of fine blanking production is on the fine blanking tool rather than the equipment.
© Copyright 2012 - 2026 CNstamping All rights reserved.